






隨著國民經濟的發展,特別是西部大開發和西氣東輸工程的實施,大口徑高頻感應直縫焊接鋼管的需求量越來越大,焊縫退火應用領域也在逐步拓寬,作為大口徑鋼管深加工之一的焊縫退火技術已經越來越受到普遍關注。采用焊縫退火的方法,可以生產出高強度的薄壁鋼管。焊縫在線動態退火設備是把感應加熱線圈作為連續焊管機械的主要部件,把剛剛焊接并已淬火的焊縫加熱至其臨界溫度以上,進行鋼管焊縫退火以防止焊縫潛在裂紋,由此產生的細晶粒組織能保證得到滿足全部標準規格要求的強韌鋼管。鋼管焊縫的動態退火可以采用兩種方式進行:一種是采用整體退火方式,由于鋼管整體需要加熱到臨界溫度以上,需要的退火功率很大,因此整體退火方式只適合于小口徑鋼管;另一種是采用平面感應器直接完成焊縫的退火,由于加熱熱量集中在約為焊縫寬度 4倍的范圍內,因此需要的加熱功率較小,焊縫退火成本較低,同時由于焊縫快速的局部加熱,使得鋼管氧化和變形都最小,精確一致的透熱還使得整個焊縫區域內都得到細晶粒組織,從而達到退火工藝的要求,提高焊管綜合機械性能,提升焊管使用壽命。
感應加熱的優勢:
1、感應加熱加熱速度快,相比傳統的陶瓷片加熱因為能量密度大的原因,可縮短熱處理時間周期,在一定程度上提升作業效率;
2、感應加熱的能量可以透過工件表面,到金屬內部,在很大程度上可以減少芯表溫度差異;
3、感應加熱在大管徑、大壁厚的工況下優勢得以更加凸顯;
4、感應加熱溫度均勻;
5、感應加熱的溫度可控性更好,可以實現閉環溫度控制與溫度曲線采集,加工參數可智能化;



關鍵字:
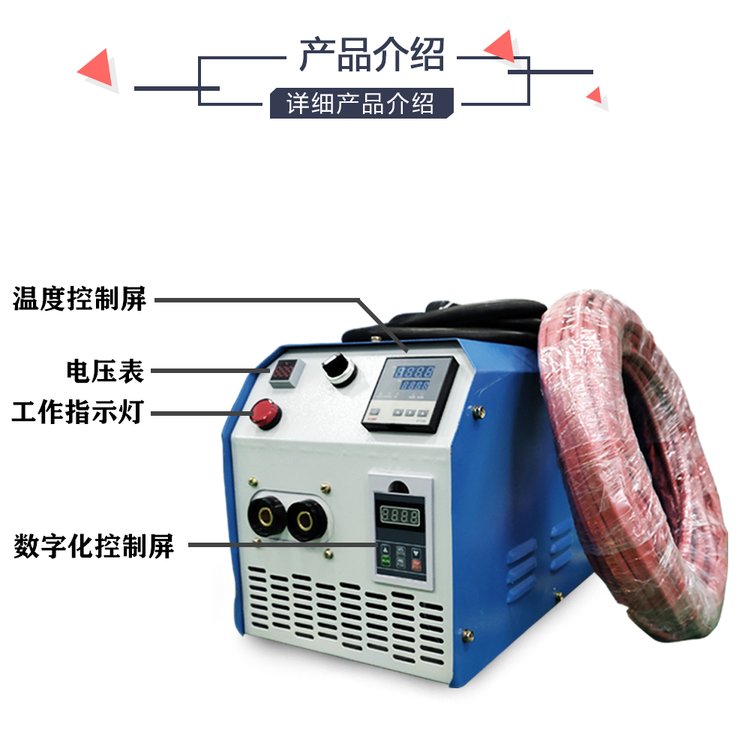
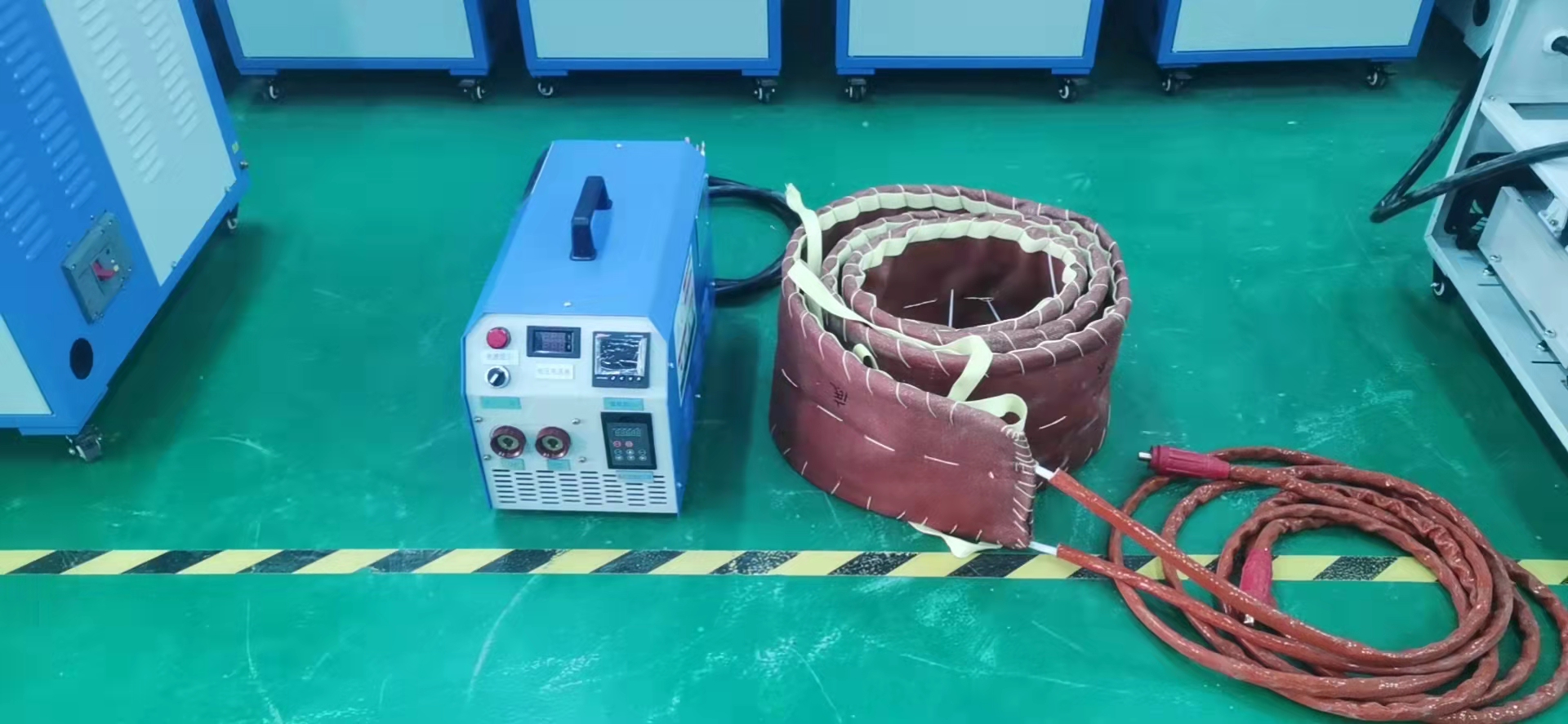
YCD-天然氣管道焊縫退火感應加熱設備
more+相關案例
more+相關資訊
more+在線咨詢
地區產品
相關服務




